Confessions Of A Hardware Startup
(This post was originally published on Medium)
It has often been said that the hardware business is hard. Over the last two years, my team and I have been learning just how hard it can be. Our company makes a portable, precise milling machine for the maker, DIY, design, and small-batch manufacturing markets. It’s called the Othermill, and it’s our first product. For most of us, it’s also our first adventure into the world of manufacturing.
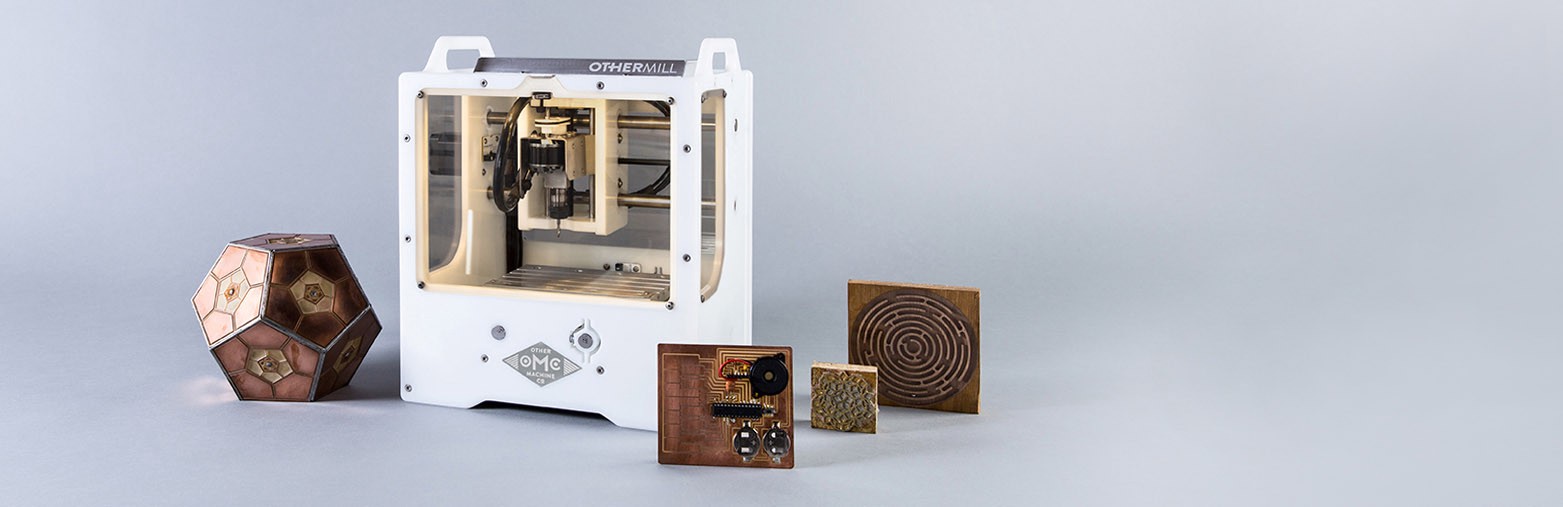 Second Generation Othermill
Second Generation Othermill
Today we are announcing the second revision of this machine. Completely redesigned from the ground up, it’s the culmination of our last 12 months of hard work. It represents new software features, hardware refinements, and feedback from an ongoing conversation with our community of backers.
For our Kickstarter release we set out to try and solve one problem, and solve it well: make circuit board milling as simple as possible. Now we turn our attention to 2D graphics. With our latest software release of Otherplan, we’re adding support for generic SVG files.
We’re also announcing something else: an honest look into the process that went into designing this machine. Writing about one’s triumphs and failures in public is hard. This isn’t something that product companies usually do. A new product launch is a carefully managed stage performance. Like a magician’s trick, if the audience sees the messy process that brought it to life, the magic is lost.
We want to do something completely different. We’re a company with roots in education. We design machines for people who may never have heard of or seen a milling machine before — people who have never had access to this kind of technology. These people are about to embark on a journey, not unlike ours. One of triumphs, failures, and new lessons learned.
Our customers are engineers, educators, artists, designers, and crafters. They work in giant tech firms, small design houses, in their garages, studios, and homes. These are people with giant dreams. Some are designing new products with our machine. Some are starting new businesses. Some are just building for themselves. All are learning. As we’ve watched our customers grow, we’ve seen their questions becoming more and more sophisticated. They are living the same story we are.
For a company founded from the ashes of an educational research project, how can we not share what we’ve learned?
This is the story of how our hardware startup was born.
The Othercutter and the Organ Factory

This may come as a surprise, but we never set out to make a milling machine. What had originally brought us all together was a different project. One with different goals, a different machine, and a very different approach than the one we’re taking now.
When the project first started, the old pipe organ factory we worked in was still being remodeled. Every week the furniture would move. Every week a new piece of shop equipment would show up, or break down and need repair. Every week a visiting VIP would be led around and shown the various projects. Every few months a news crew would come through. It was the chaotic early days of Otherlab.
I had started working at Otherlab as a contractor. Situated in the dusty old Schoenstein pipe organ factory in San Francisco’s Mission District, Otherlab is a research lab founded by Saul Griffith, Jack Bachrach, and Jim McBride. It’s full of machines, people, and research — most of it involving robotics. Our particular project was called MENTOR (Manufacturing Experimentation and Outreach). It was a DARPA-funded research and development program to “reinvent shop class for the 21st century.” We had secured a grant to design a web application and a set of courseware, all centered around a new class of computer-numerical-controlled (CNC) machine. This was the part I was excited about. It’s not every day one gets to design something like that.
We started out as a two-person team. Jonathan Ward, a graduate of MIT’s Center for Bits and Atoms, had a special skill for machine inception. I was a former Apple engineer who had run away to join the actual circus. With a kitted-out machine shop featuring a 600-watt laser cutter, five-axis router, and waterjet, it was a prototyper’s dream. Our machine was unique: a roll-fed, four-axis vibrating knife cutter. It was designed to do most of what a laser cutter could do at a fraction of the cost. As any visitor to TechShop can attest, laser cutters are popular. They’re very easy to use.
Unfortunately, getting a laser cutter into schools is a challenge. They’re very expensive. Improperly used, they can release toxic gases. They’re also a constant fire hazard. Our machine was different. It could cut flat sheets of cardboard, foam core, fabric, balsa wood, and light plastics. Its main hazard was a trip to the nurse’s office for a cut from its tiny vibrating knife. Our DARPA program manager was impressed.
We built somewhere between 10 to 15 variants of what was to become known as the Othercutter. As the project grew, so did the team. With my background in software, I designed and built an interactive 3D interface for the Othercutter. Forrest Green, another CBA graduate from MIT, designed the control algorithms for the machine. Eventually we needed a project manager, and brought on Danielle Applestone. With a PhD in materials science, she had been invited out to California to interview with Tesla Motors. Saul convinced her that bringing low-cost manufacturing technology to STEAM education was a better move.
I led the technical team, and Danielle led everything else. We were hitting deadlines and things were going smoothly. Then suddenly, in March of 2013, the storm that had been brewing in Congress all winter finally hit. Automatic government sequestration went into effect. Education research projects in the military were low on the list of priorities. Our project, which was gaining momentum, suddenly lost its funding.
We were done. All our plans, all our work, would go up in smoke if we couldn’t find something else fast.
The Little Mill That Could
When you’ve already lost, it’s easy to take risks. I remember the first time I saw Jonathan’s mill. It was a side project, designed for himself. It was built in those aimless days as we scrambled to figure out what to do next. I remember seeing it, sitting on the table saw that Jonathan frequently used as his desk. A tiny 9”x9”x10” white cube with no fasteners, it was held together using little buckles cut into the frame, a technique he invented during his time at MIT, which he called MTM Snap. It was the same technique Jonathan had used while we were designing the Othercutter.
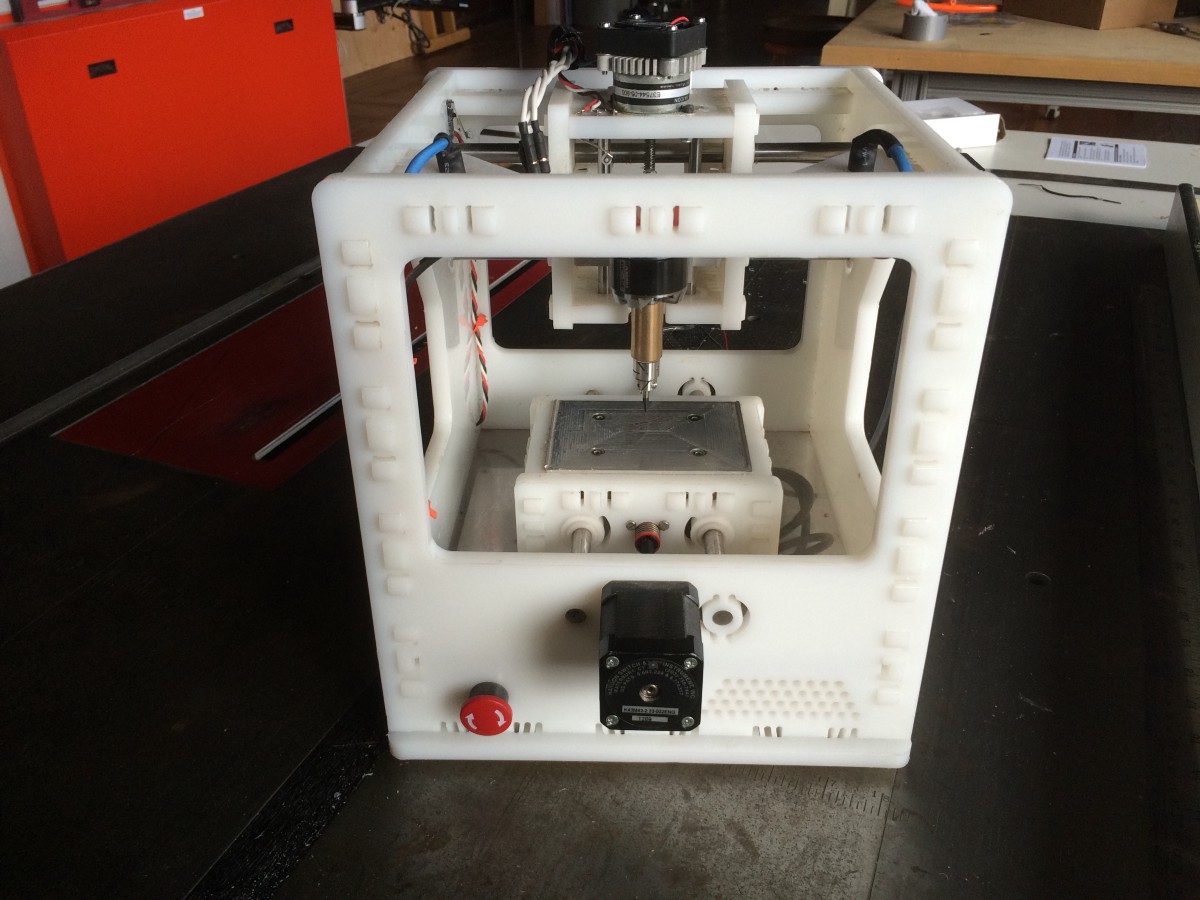 Jonathan’s Mill
Jonathan’s Mill
I thought it was amazing. Years earlier, when I had first gotten into machining, I bought a desktop mill. It was almost 100 lbs, and I spent more time figuring out how to get it to do anything than actually making parts with it. A lot of my frustrations with those early experiences had kept me wishing for something different.
Jonathan’s mill was tiny — you could carry it with one hand. It was also precise. Very precise. He had designed it for one purpose: to cut out 3”x2” blank copper circuit boards for making guitar effects pedals. Within this highly constrained problem, Jonathan had designed a machine with the right set of mechanical and material properties. The frame was made out of plastic. It didn’t need metal to resist high-cutting forces. From a machine design standpoint, it was a Zen koan — a minimalist meditation in materials and methods.
I wanted one, and I knew 50 other friends who would certainly want one as well. I asked Saul for $50,000 to build 50 mills and launch a Kickstarter. Milling machines have been around for a long time, and unlike the vibrating knife cutter, they’re well understood. All we had to do was rework the interface for the Othercutter, and make a few small changes to the mill. How hard could it be? We stopped working on the Othercutter and started in on the new machine. I called it the Othermill. In less than a month, we had a prototype of the new machine up and running. We were ready to go.
Our Kickstarter launched and in 24 hours the first 50 machines were gone. In 30 days we had raised $300,000 and had 200 brand new customers. Running a Kickstarter is a roller coaster ride. You put yourself and your dream out there. If you don’t make it, there is the sadness. If you do make it, then the real work begins. Two hundred friends and strangers took a leap of faith and trusted us. Naively, we thought it would take us three months to get to launch.
Prototypes Are Not Products

If you’ve never started a hardware company before, it’s very hard to understand the vast differences between a prototype, a product, and a company which supports it. A product is so much more than just the machine. It’s also the packaging, the quality assurance plan, documentation, the factory, the supply chain, vendor relations, testing, certification, distribution, sales, accounting, human resources, and a health plan. It goes on and on. All things you probably weren’t thinking about in the rush to get the Kickstarter launched.
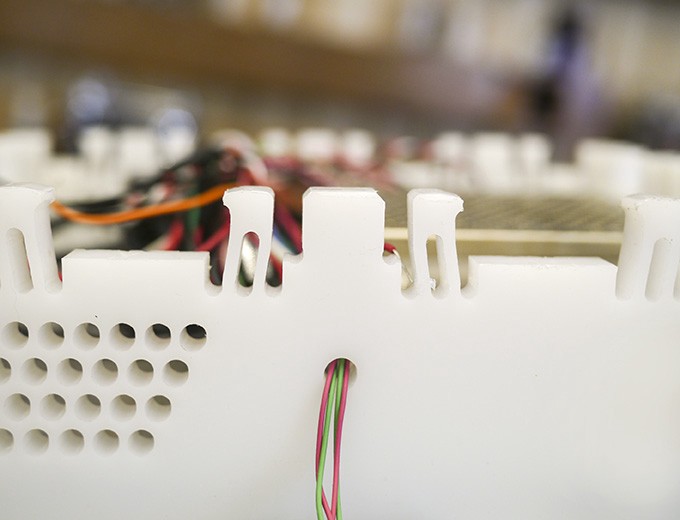 Jonathan’s MTM Snap connector.
Jonathan’s MTM Snap connector.
Our obstacle was that Jonathan had never intended MTM Snap for production. It was a design challenge experiment: to see if he could build a machine without screws. This is a great feature if you’re trying to save money as a graduate student, but from a manufacturing standpoint it had two major disadvantages. The first was that if you imagine the edges of the frame as a coastline, and you unravel and stretch it into a straight line, there’s a lot of edge. Cutting out the edges of the tiny frame would take a long time. The second, and larger problem, was that the buckles tended to come apart over time. Sure, you could just hit the loose side with a hammer if you knew what to look for, but that’s not something we felt we should be asking customers out in the world to do. In the end, we arrived at a hybrid design. One that used the locating pins, but reverted back to using more traditional fasteners.
The next challenge was that at 4”x3”, we felt that the bed size was just too small. The only issue was that increasing the size of the rails, even by just an inch, would create a whole cascading host of interdependent design problems. To understand why, you need to know something fundamental about machine design.
Everyone has heard of 3D printing by now. There are lots of different kinds of machines, but the most common, an FDM printer, works by extruding hot plastic through a rapidly moving printer head over a platform. A 3D printer has very different requirements than a milling machine. When a printer is extruding hot plastic, it only has to worry about the forces generated by moving the weight of the printing head. The lighter the printer head, the less force the 3D printer has to overcome to move it around.
A milling machine, on the other hand, has a different challenge. It works by moving a rapidly rotating cutting tool through material at high velocities, cutting off tiny pieces as it travels. This generates an equal and opposite force that moves back through the cutting tool, through the spindle bearings spinning at 10,000 RPM, along every bushing, rail, and fixture contact point. Basically the force moves all through the machine and back to the part being cut. This is called the structural loop, and to be effective, it needs to be able to counter these forces by being as rigid as possible. As the size of the mill goes up, each one of these parts in the structural loop needs to be stronger and stiffer to keep the machine accurate while it’s cutting. As the mill gets larger and heavier, it needs stronger motors to move the carriages around, and those motors need more power. This is one of the reasons why you don’t see a lot of small milling machines.
That’s just part of the problem, and it’s the easy part. The harder part is something called tolerance stackup. To be accurate, the cutting tool needs to be very precisely located in space, which means all of its parts need to line up. The larger the machine, the harder it is to get everything to line up. Problems like these are just the tip of the iceberg. Everything is connected. Change one variable, and all the rest change with it. Like a game of chess, a designer needs to see several steps ahead to keep from getting backed into a corner.
Jonathan’s mill had two very important features we wanted to preserve. It was portable, and it was accurate. That portability was important to me. A mill has always been a tool you go to visit, not one that comes to visit you. We wanted to change that. What kinds of places could a machine go if you could take it with you on public transit? Accuracy was also paramount. We set ourselves the goal of achievable repeatability in the range of +/- 0.001”, and then pushed it even farther.
We added handles, dust windows, an internal power supply, a new motion controller, bigger bushings and rails, a solid metal Z block to hold a newly designed industry-standard ER-11 spindle, a quieter belt drive, and a new Z-axis motor with better holding torque. Then we put the first model together and it took too long to assemble. We added holes to access internally buried screws, and zip-ties for cable routes. The engineering team polished and refined.
The software team doubled in size. Getting our desktop application, which we called Otherplan, ready for launch was proving to be more work than anticipated. We were pushing the controller board farther than it’s designer, Alden Hart, had intended. We added new features to the firmware, like tool touch-off and probing.
Perhaps the most controversial feature of the Othermill is its plastic frame. It’s the only commercially available mill to use plastic for the main structural loop. This allows us to incorporate many hidden features milled directly into the frame, creating a highly integrated mechanical system. Cable guides, wire routing, bearing pre-load flexures, alignment pins, lighting mounts, motor mounts, back panels, handles, tool holders, all get incorporated into the frame. The plastic sheets we use are lightweight, strong, and low cost. Best of all, the plastic machines quickly.
One of the things I’ve learned about manufacturing is that the way you make something is tightly coupled to how many you plan to make. The process that’s right for 200 is not necessarily right for 20,000. If what you want to make is folded out of sheet metal, injection molded, and filled with printed circuit boards, then the manufacturing world is your oyster. This is why so many products use these three technologies. They’re heavily optimized for low-cost, high-volume product runs. If the thing you’re building is not made using these technologies, then you’re going to have a harder time. The tooling needed to injection-mold the frame would have cost more than our entire Kickstarter funds, and we would have had to get it right the first time. By milling out our frames, we could stay flexible and fix problems as they arose.
Take It on the Road
Like many Kickstarter projects before us, our self-imposed deadlines came and went. Lots has been written about why this is, but the best explanation I’ve ever heard is that the kind of eternal optimist needed to launch a product off the ground must possess near super-human levels of self-denial when faced with the cold reality that they’re in over their heads.
It’s a risky business.
We kept talking with our backers. They kept cheering us on. Early on we learned that the more you communicate, the better off you are. This is really scary because oftentimes the thing you end up communicating is: “we’re sorry, this was harder than we thought.” Every time another week went by, we would compose our progress report and they would cheer us to the finish line. That forgiveness and understanding is a huge part of what keeps an ambitious project like this going.
I remember when $300,000 sounded like a lot. When you start a company, you quickly learn how little money that actually is. Danielle and I knew that we were never going to be able to make it to our launch date on Kickstarter funds alone. We had been pitching to VC firms since sequestration had killed our funding, but hadn’t had much luck. The old adage about how if you ask for money you get advice, and if you ask for advice you get money is true. We got a lot of great advice.
What was different now was that we had proof that there was a market for a portable, easy-to-use mill. We hit the Valley and took our pitch on the road. Some of our backers even became angel investors. Some became employees. Other Machine Company was born, and we were no longer a research project.
Once Is Not Enough

The first machine that rolls off the line is just the beginning. It’s the start of a journey that changes with each new step you take. We didn’t realize it at the time, but getting our manufacturing strategy in order would be just as much, if not more work, than designing the machine itself. We were going to need outside help.
Our plan was to build the plastic frames and metal Z-blocks in our shop in San Francisco, and then have the final assembly, called box build, handled by a contract manufacturer. In the industry, these are known as CMs. The idea was that we could concentrate on making the critical precision parts, and someone else would handle the simpler task of assembly.
Launch day finally came as our first machine passed quality control (QC). As each new machine was built, optimism was quickly replaced with panic. Building something once is hard, building it over and over again is considerably harder. During our first few weeks, we were experiencing failure rates of 90% and higher. Every day our engineers would make the long drive to our CM to debug the problems and report back. Were we trying to push the materials too far? Had we just gotten lucky with our prototypes? Quickly we found the source of the problem: the thickness of the sheets of plastic used for the frame varied by almost 13%. Our original design had not compensated for this. If a frame was cut out on too thick or thin a sheet, it wouldn’t go together right.
There were other issues. Some machines would fail to touch-off the tool. Bushings would work loose. Frames would warp in transit on their way from our factory to the contract manufacturers. Our packaging had a fatal flaw, and some machines would arrive damaged.
To an experienced manufacturing engineer, problems like these might seem laughably avoidable, and yet every day all over the world, entire engineering teams run into more and more exotic variations of this same problem. Nothing in the manufactured world is ever made the same twice. Parts fall within a bell curve. Some are nearly identical, and some are special, unique snowflakes. We were still learning what it would take to make our machine.
Support Comes From Within
With the first few machines making it out into the world we were now faced with a brand new challenge. How to support something as complicated as a milling machine? The usual audience for these machines is a highly technical one. Our decision to concentrate on milling PCB boards first was a strategic one. By choosing electrical engineers as our audience, we were stacking the deck in our favor.
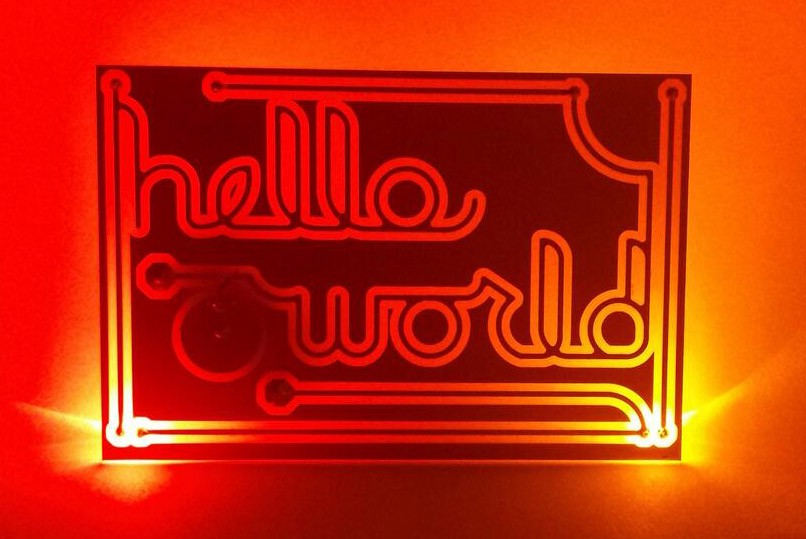 Not just for software anymore!
Not just for software anymore!
We made a getting started project. Every machine shipped with a tiny kit and instructions for cutting out a simple board. We called it “Hello World.” The hope was that if a customer’s first experience with the machine was a positive one, then all the following frustrating ones would be less so.
Some machines made it through QC and failed in the field. We made phone calls, we made house calls, and we got on planes. We fixed every problem we ran into and rolled those lessons learned as quickly as possible into the production line.
This is important: your Kickstarter backers are not just customers. They’re your best customers. We had this thing we liked to say around the office: “All we have to do is make 200 people happy.”
This is harder than it sounds. With our customer base growing as each new machine made its way out, a new wave of questions would come rolling in. Our documentation was weak, and there was a mountain of it to write. Slowly, we chipped away at it. We still are.
In addition to everything else, we now had to learn how to become a media company as well. Each new video would take days to shoot and edit. Each time the content team got faster.
Now, Do It All Over Again

Eventually the tide of manufacturing problems subsided and we had time once again to think about the future. What did we need in order to start selling to the public?
A simple enough question.
With a quarter of our backers based overseas we wanted to be able to export our little machine. To export to Europe, we’d have to pass the strict product safety and certification requirements that come with a CE mark. We would also need to pass FCC Part 15B rules. Navigating the world of Nationally Recognized Testing Laboratories, or NRTLs, is a challenging one. There are literally thousands of documents covering hundreds of different product categories. The first thing you learn is, they speak another language. Worse yet, the labs are structured in such a way that they can only tell you what you can’t do. A frustrating experience if you’re not used to the way they work.
The tests one has to pass are highly dependent on the market you’re trying to sell into, and the nature of what you’re trying to sell. If you market to the public there are a different set of requirements than if you market to industry.
Right off the bat, we hit a wall. What category did our machine fall under? Most of the rules and regulations for CNC machines had been written for the factory floor. In one hilariously frustrating moment talking with an NRTL engineer, they recommended a safety switch to us larger than the entire cutting area of the machine. After three months of meetings we finally figured out how to test the machine. Our designs changed rapidly as we jumped to meet each new requirement. New costs got added to the bill of materials (BOM).
During that time, we also started FCC testing in a little 3-meter electromagnetic interference (EMI) test chamber in the South Bay. A family-run business, they were very helpful and friendly. On the day of our first EMI test, I was nervous. If the controller board passed, we could go to market with just an FCC mark. If it failed, a costly redesign. The tests came back. The board was screaming. Our microprocessor was leaking clock noise in every direction, and the unshielded stepper lines bled wideband noise over the lower frequencies. It would need a complete redesign.
As we worked our way through the seemingly endless new problems, new customer feedback from our backers kept coming in. People were using our machines to do incredible work, pushing the limits of the original design.
On some of the darker days, when everything was falling apart, we’d get an email from an excited customer showing us something new and unexpected. Moments like those are what kept us going.
The Starting Line
As painful as it is to relive the last year, and share every setback, mistake, and learning experience, it’s also remarkable to see how far our team has come. We’re incredibly proud of the tool we have built.
 Three Generations of Machines.
Three Generations of Machines.
We’re also proud of our first machine. Collectively, they have logged thousands of hours, travelled to every continent (except Antarctica), and introduced thousands of people to the world of CNC manufacturing. Our first generation machine was even used extensively to prototype the second generation Othermill.
Our customers are using their machines to launch companies of their own. It is our hope that by sharing our story, some of that hard-won experience will help guide these new entrepreneurs along their own journey to the starting line.
It’s hard, but it’s worth it.
(I am no longer involved with Other Machine Co. This post was originally published on Medium.)